В процессе производства масла, спредов и другой высокожирной продукции ее составные части остаются на
поверхности оборудования в виде гомогенной жировой фазы. Состав таких загрязнений зависит от используемых жировых компонентов, соотношения молочного и растительных
жиров, а также от вводимых наполнителей в соответствии с рецептурой.
На основе рецептуры продукта и
технологии его получения на каждом
отдельном этапе производства могут
быть предложены эффективные моющие средства со специально подо-
бранным составом химических компонентов. Известно, что для гидролиза белковых загрязнений необходимы
щелочные электролиты, а для улучшения смачивания поверхности, снижения поверхностного натяжения и рас-
щепления, эмульгирования жиров –
поверхностно-активные
вещества
(ПАВ). Немаловажную роль в моющем
действии играют комплексообразователи. Снижение коррозионного действия на материал оборудования достигается путем введения в моющую
композицию антикоррозиантов.
Как правило, санитарную обработку оборудования выполняют в два
этапа. Вначале проводят мойку растворами щелочных моющих средств,
затем ополаскивают водой и дезинфицируют. Эти процессы можно совместить, если использовать моющедезинфицирующие средства. Применение таких препаратов позволяет не
только сократить продолжительность санитарной обработки оборудования, но и значительно снизить
энергозатраты, водопотребление, облегчить проведение самого процесса
и повысить культуру производства.
Для технических моющих средств
(ТМС) представляют интерес четвертичные аммониевые соединения
(ЧАС), поскольку они обладают хорошей растворимостью в воде, эмуль-
гирующей и смачивающей способностью, снижают поверхнос тное натяжение,
устойчивы в кислой и щелочной средах. Антимикробная активность ЧАС
обусловлена прочной адсорбцией молекул ПАВ и
нарушением дыхательной функции микробных
клеток. Благодаря своей
бактерицидной способности, которая значительно повышается в соединении с неионогенными ПАВ, ЧАС являются
рациональными компонентами для создания
ТМС с дезинфицирующим действием.
Отличительной особенностью ТМС для мойки
пищевого оборудования,
в том числе и молочного,
является необходимость
наличия в их составах щелочных электролитов. В результате экспериментов
с использованием счетчика Коултера
установлено, что растворы гидроксида, метасиликата и карбоната натрия
образуют с молочным жиром грубодисперсные эмульсии с размером жировых шариков в пределах 55,7–
68 мкм. Эти эмульсии быстро расслаиваются и вновь адсорбируются на
поверхности, что указывает на слабую
эмульгирующую способность электро-
литов по отношению к молочному жиру, т. е. растворы электролитов, хорошо растворяя белки, плохо смывают
жировые загрязнения. Кроме того,
электролиты, обладая высоким поверхностным натяжением, не обеспечивают полноты смачивания очищаемой поверхности. В процентном отношении степень эмульгирования
молочного жира, определяемая по общепринятой методике путем экстракции жира из 1%-ных растворов электролитов смесью растворителей, составила 8–12 % для гидроксида натрия,
5–7 % – для метасиликата натрия и
1–3 % – для карбоната натрия. Поскольку в отложениях на поверхности
оборудования присутствует жировая
фракция в виде смеси молочного и
растительных жиров, были проведены
исследования по воздействию на степень ее эмульгирования различных
видов и концентраций ПАВ. Они являются дополнительным, но очень
важным фактором в этом процессе.
Это диктовалось в первую очередь
степенью гидролиза жира в них.
В отличие от щелочных электролитов, растворы ПАВ образуют с мо-
лочным жиром тонкодисперсную
эмульсию, в которой размер жировых шариков на 60–70 % составляет
от 1 до 10 мкм, реже в зависимости
от вида ПАВ – до 19,6 мкм. Полученные данные свидетельствуют о том,
что для повышения моющей способности щелочных электролитов по
отношению к белково-жировым отложениям (БЖО) необходимо добавлять к ним ПАВ.
В присутствии ПАВ моющий раствор (электролит – вода – ПАВ) приобретает совершенно иные физико-
химические свойства. Во-первых, это
низкое поверхностное натяжение
растворов, что обеспечивает полноту
смачивания ими обрабатываемой поверхности. Во-вторых, наличие ПАВ
в растворе электролита способствует
эмульгированию жировой части молочного отложения. ПАВ используют
в целях повышения смачивания загрязненной поверхности оборудова-
ния раствором щелочного электролита и соответственно обеспечения
требуемой степени растворения БЖО
за счет эмульгирования и гидролиза
жировой фракции отложения и перевода ее в моющий раствор в виде мелкодисперсной эмульсии.
В результате исследований установлено, что эмульгирующая способность рациональных ПАВ по отношению к исследуемой смеси жиров со-
ставляла 68–92 % в зависимости от
вида ПАВ и их концентраций. Соответственно и степень гидролиза молочных БЖО возросла до 65–96 %
при воздействии на них различными
концентрациями щелочных электролитов в смеси с ПАВ.
Классический технологический
процесс санитарной обработки оборудования и трубопроводов состоит
из 5 циклов: ополаскивания водой от
остатков продукта, мойки щелочным
раствором, ополаскивания водой от
остатков щелочного раствора до нейтральной реакции, дезинфекции раствором дезинфектанта и ополаскивания водой от его остатков. Общая
продолжительность санитарной обработки составляет 30–60 мин в зависимости от габаритов емкостного
оборудования и протяженности трубопроводов, что снижает полезное
время его эксплуатации в производственном процессе. Поэтому очень
важно сокращение времени на эту
операцию.
Создание моющего средства с дезинфицирующим действием на основе ЧАС предполагало проведение экспериментов по рациональному подбору компонентов как по моющей, так
и по дезинфицирующей способности,
изучению его стабильности для определения срока хранения, проведению
производственной апробации и на базе полученных результатов разработке соответствующей инструкции по
применению в молочной отрасли.
Как следует из полученных данных,
решающим фактором антимикробной
активности по отношению к условнопатогенной микрофлоре является
концентрация бактерицида – катионного ПАВ – алкилдиметилбензилам-
моний хлорида. Присутствие неионогенного ПАВ при достаточно низких
концентрациях необходимо для улучшения смачиваемости и усиления степени эмульгирования жировой фрак-
ции загрязнения. В результате проведенных экспериментов была создана
рецептура «Катрил-МД-1». Как и следовало ожидать, в присутствии органических веществ, а именно белково-
жировой фракции молочного отложения, биоцидная активность растворов
этого средства снижается, но незначительно (на 0,05–0,1 %). Это явление
свойственно всем средствам, обладающим одновременно и моющим, и дезинфицирующим действием. Судя по
полученным данным, бактерицидные
свойства средства возрастают пропорционально увеличению температуры. Из всех тестируемых микроорганизмов, на которых проводили испытания, наиболее устойчивыми
оказались Pseudomonas aeruginosa,
Staphylococcus aureus и E. coli.
С учетом того что циркуляционная
мойка емкостного оборудования и
трубопроводов осуществляется пре-
имущественно при температурах 40–
65 °С, минимально необходимая концентрация растворов «Катрил-МД-1»,
вызывающая гибель патогенной микрофлоры, составляет 0,6–0,7 %
(по препарату) (рис. 1).
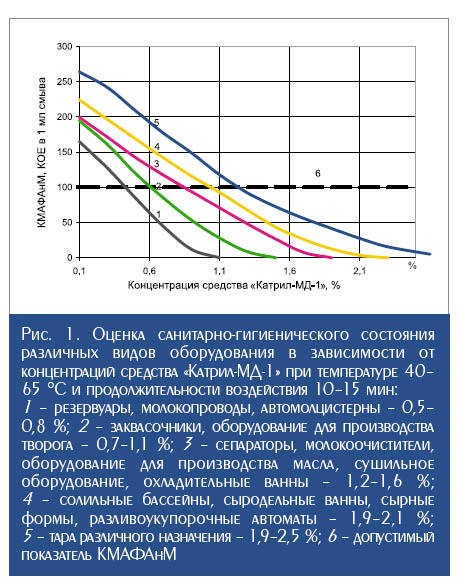
Рекомендуемый концентрационный режим технологии санитарной
обработки различен для разных видов оборудования и определяется
пересечением кривых с осью ординат
на уровне, соответствующем КМАФАнМ не более 100 колоний в 1 мл
смыва, согласно требованиям СанПиН. Все, что выше, – неприемлемо.
Поскольку щелочной основой средства является карбонат натрия (каль-
цинированная сода), препарат можно
использовать как для ручного, так и
для циркуляционного способов санитарной обработки оборудования.
В последние годы в молочной отрасли наметилась тенденции к ис-
пользованию жидких ТМС. Это обусловлено удобством применения
жидких препаратов в централизованных циркуляционных системах мойки с дозирующими устройствами, что
обеспечивает постоянное поддержание концентрации рабочих моющих
растворов на требуемом уровне, а самое главное – полнотой растворения
концентратов в воде.
Кроме электролитов, ПАВ и комплексообразователей, в жидкие ТМС
необходимо вводить ингредиенты,
обеспечивающие стабильность рН рабочих растворов (буферы), товарный
вид (прозрачность, отсутствие осадка). Немаловажным фактором для
ТМС являются их антикоррозионные
свойства, что достигается введением
в рецептуры особых компонентов,
устойчивых к высокощелочным средам, какими являются гидроокись натрия и метасиликат натрия. Дезинфи-
цирующая способность средства достигалась введением в щелочную
смесь ЧАС, обладающих бактерицидностью и устойчивостью в щелочной
среде. Бактерицидность
растворов
созданного средства «Катрил-Д» оценивалась на 7 условно-патогенных
культурах микроорганизмов.
Установлено, что рабочие растворы
ТМС «Катрил-Д» обладают бактери-
цидными свойствами по отношению
к условно-патогенной микрофлоре в
концентрациях 0,6–1,0 % по препара-
ту и экспозиции не менее 20 мин.
В зависимости от состояния, состава
и количества загрязнения, вида и шероховатости очищаемой поверхности
продолжительность воздействия рабочих растворов препарата может
быть увеличена до 25–40 мин. Отмечено, что при 2–3%-ной концентрации рабочих растворов гибель микроорганизмов наблюдалась через
10–12 мин.
Анализ полученных данных позволяет сделать вывод о том, что дезинфицирующее средство с моющим эффектом «Катрил-Д» в концентрациях
0,8–1,0 % может быть использовано
для одновременной мойки и дезинфекции резервуаров, трубопроводов,
маслодельного оборудования, оборудования сметанно-творожных цехов
и прочих объектов молочного производства. При концентрациях 1,2–
1,8 % ТМС эффективен для удаления
загрязнений и санитарной обработки
резервуаров, заквасочников, ванн
ВДП, т. е. тех видов молочного оборудования, где возможно образова-
ние трудноудаляемых загрязнений в
результате тепловой обработки молочных продуктов. Наличие гидроокиси
натрия в составе «Катрил-Д»
предполагает применение его для
циркуляционного способа санитарной обработки оборудования.
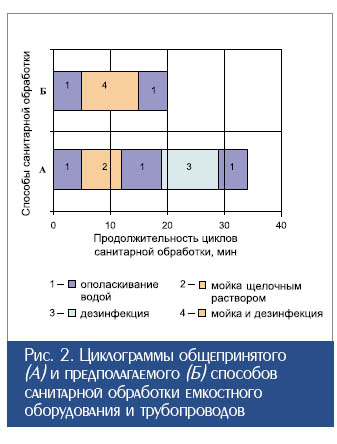
Преимущество предлагаемой технологии совмещенной мойки и дезинфекции оборудования с применением препаратов «Катрил-МД-1» и
«Катрил-Д» по сравнению с традиционными способами санитарной обработки для аналогичных целей представлено в виде циклограммы на
рис. 2. Продолжительность, расход
электроэнергии и воды разработанным способом санитарной обработки
(Б) на 51 % ниже, чем при общепринятом (А) способе.
Предлагаемый технологический режим мойки позволяет исключить стадии кислотной обработки и ополаскивания, в результате чего достигаются экономический эффект и
сокращение продолжительности процесса мойки. На основе математического моделирования обоснована и
усовершенствована технология совмещенной мойки и дезинфекции емкостного оборудования, задействованного в технологических линиях
производства масла, сметаны, сыров,
творога и творожных изделий, а также различных видов фасовочного
оборудования. Выявлено взаимное
влияние ЧАС и неионогенных ПАВ
на степень гидролиза смеси жиров и
биоцидную активность смеси. Установлено, что присутствие неионогенного ПАВ усиливает бактерицидность ЧАС в 5–6 раз, а степень гидролиза белково-жировых загрязнений
в комплексе со щелочными солями
натрия при этом достигает 85–95 %.
Технологический режим, обеспечивающий гибель условно-патогенной
микрофлоры на 99,99–100 %: температура моющего раствора 30–45 °С
при ручном способе мойки и 50–
70 °С – при рециркуляционном способе, рациональная концентрация – в
пределах 0,6–0,8 % при продолжительности контакта с обрабатываемой поверхностью 15–25 мин в зависимости от вида оборудования.
Разработанные в ГНУ ВНИМИ дезинфицирующие средства с мою-
щим эффектом «Катрил-МД-1» и
«Катрил-Д» зарегистрированы Роспотребнадзором в качестве дезинфекционных средств, а инструкции
по их применению согласованы Государственным научным учреждением
ВНИМИ и ФГУН НИИ дезинфектологии Роспотребнадзора.
Источник: журнал "Переработка молока" |